溶接には、確実性と安定性が常に求められます。抵抗溶接の基礎知識を知って、確実で安定した溶接を獲得しましょう。
安定した溶接を得るための抵抗溶接基礎知識
溶接には、確実性と安定性が常に求められます。溶接状態の確認には破壊試験がありますが、すべて破壊するわけにはいきません。抵抗溶接の基礎知識を知って、確実で安定した溶接を獲得しましょう。
抵抗溶接の原理
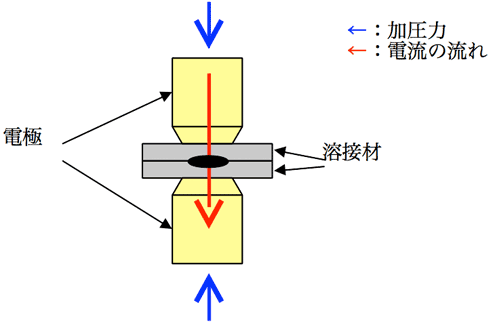
抵抗溶接は、被溶接材の金属を重ね合わせ、溶接する個所を電極で挟み、適当な加圧力を加えて電流を流し、溶接部位の接触抵抗に発生するジュール熱でお互いを溶融接着させる金属接合法です。下図に、その様子を示します。
抵抗溶接(スポット溶接)
溶接しようとする金属間の接触抵抗がRオームで、流した電流がIアンペア、時間をt秒とすると、この時に溶接部位に発生する熱量は、ジュールの法則により次のように計算することができます。
Q=I²Rt [J]
しかし、この式で計算された熱量は溶接部の溶融にだけ用いられるのではなく、溶接金属自身や電極への熱伝導で失われてしまう熱もあり、溶接部が溶けるか溶けないかは、発生する熱量と失われる熱量のかね合いで決まります。また、この他に溶接物自身の抵抗によるジュール熱もあり、実際の溶融に使われる熱は発生する熱のごく一部分で、その他は損失となります。熱伝導で失われる熱がすべて溶融に不要なものではありませんが、抵抗溶接では小部分を溶着するのに非常に大きな入力を必要とするわけで、この大きな入力をできるだけ有効に用いる必要があります。このためには、接触抵抗と加圧力の作用の本質を理解しておくことが大切です。
接触抵抗について
抵抗溶接の熱源を作り出すもとは、溶接物間の接触抵抗です。平らな金属でも顕微鏡的に調べればデコボコがあります。したがって、金属面を互いに接触させたときに完全に全面で接触するのではなく、何箇所かの凸部で接触し、これに圧力が加えられると接触個所に弾性変形と塑性変形が起こり、ある接触面積を得ており、真の接触面積は見かけの接触面積に比べてはるかに小さいです。
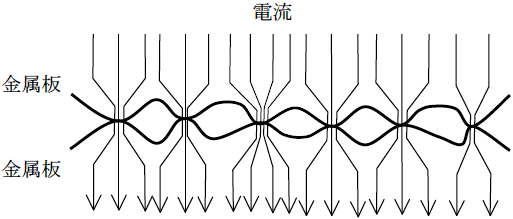
ここに電流を通じたとき、電流は真の接触個所のみを通り、電流の通路は下図に示すように接触個所で急に狭くなっていますから、見かけ上電気抵抗が増加したことになります。このように、電流が集中して流れるための抵抗増加を集中抵抗といいます。
接触状態と電流通路
また、金属の表面には酸化膜や油、その他の皮膜が存在していることが多く、したがって金属と金属の接触においても、その接触の境界面にはこれらの皮膜が存在しています。これらの皮膜は金属の表面を化学的または機械的に適当な方法で除去することはできますが、たいていの金属ではきれいに処理しても空気中に放置すると、空気中の酸素分子がすぐ表面にくっつき、それが次第に金属の原子と結合して酸化皮膜を形成します。このようにしてできた皮膜は金属自体よりもはるかに大きな固有抵抗をもっています。このような皮膜による抵抗を皮膜抵抗といいます。抵抗溶接では、この集中抵抗、皮膜抵抗のいずれもが接触抵抗として作用していますが、抵抗溶接において主役を演ずるのは、集中抵抗です。
接触抵抗と溶接の成り立ち
集中抵抗と溶接
いま、幾つかの接触面で接触している金属の接合部に電流を流すと、まずその接触面に電流が集中して流れますが、この部分は他の部分に比べて抵抗(集中抵抗)が高いから加熱されて軟化し、つぶれて新しい接触部を生じます。そうなると、最初電流の流れた部分は温度が上がり、抵抗は固有抵抗の温度係数が正のために一層増加しているので新しい接合部の方に電流が流れ易くなって、新しい部分を加熱していきます。このように加熱しながら接触面を拡げ溶融点近くになると集中抵抗はなくなりますが、溶接中心部は温度上昇のため抵抗が高くなり、溶接に必要な熱の発生は続いて金属の溶融点に達して溶接が行われるのです。
皮膜抵抗と溶接
抵抗溶接において、集中抵抗の他に皮膜抵抗があると、その抵抗は集中抵抗に比べてかなり大きい場合があり、この部分の発熱を急激にして溶接を促進させる作用をもっていますが、もともと皮膜抵抗は温度が上がると減少する傾向を持っているので、加熱とともにますます電流が流れ易く作用し、これが急激過ぎると過熱状態になり、溶接個所を拡げることなく溶接が起こったり、爆飛や飛び散りが発生します。また、皮膜抵抗が場所によって不均一だったりすると、電気的な入力が同じでも均一な溶接が得られないこともあります。
したがって、抵抗溶接には集中抵抗をうまく利用するのが本筋で、表面処理で皮膜抵抗を除去するか、皮膜ができているにしても出来るだけ同じ条件を保つことが望ましいです。
しかし、溶接物によっては、この皮膜抵抗を溶接に適合するように一様に形成して溶接に利用する方法もあります。
加圧力について
抵抗溶接の場合、電極に加える加圧力も溶接に大きな影響を与えます。熱源となる接触抵抗は加圧力の大小によって変化します。また通電によって溶融された時、電極の加圧力によって接触部分を保持する役目もあります。電極の加圧方式も電流波形と共に溶接効果に大きく影響します。溶接部が高温にある間にも十分加圧力を作用させて、相接する金属分子の有効な結合を可能にしなければなりません。短い通電時間中の瞬間瞬間に溶接個所のわずかな変化に追従応動して有効加圧が与えられる加圧機構が必要です。
溶接電極について
抵抗溶接の電極には、次のような役割があります。
被溶接物を加圧する
溶接電流を供給する
溶接部に発生した熱を吸収し冷却する
被溶接物を押さえつけ形を整える
被溶接物の材質によって、溶接電極の材質を選定しなければなりませんが、一般的に銅や銅合金以外の溶接には、クロム銅、ベリリウム銅、アルミナ分散強化銅等で試し、寿命、性能などがよくない場合、タングステン系電極で検討します。
銅線や銅板等の溶接にはヒュージング溶接も含め、タングステン系電極が適しています。
また、溶接電極の形状はJIS C9304で規定されていますが、被溶接物の形状や溶接部をどのくらいの面積で溶接したいかによって電極形状を選定します。
溶接ヘッドについて
抵抗溶接を行なう為には、溶接電源だけでなく溶接電極や加圧機構を含めた「溶接ヘッド」が必要です。
→当社溶接ヘッドはこちら
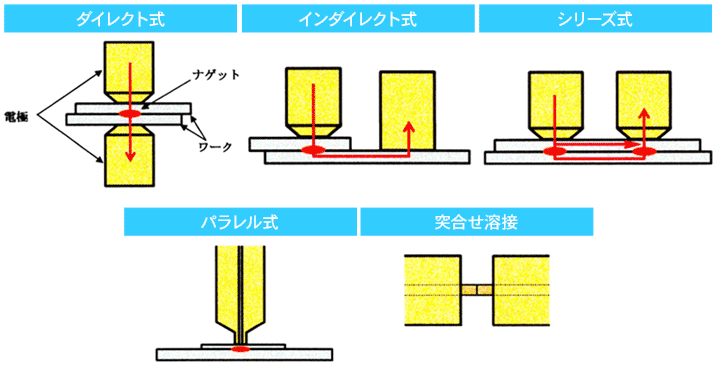
スポット溶接の方式
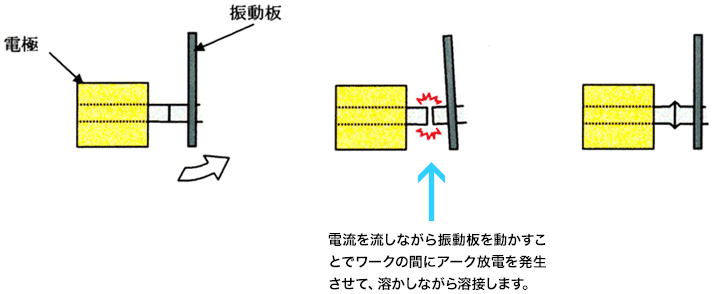
アーク溶接の方式
弊社では、被溶接物の形状に合わせて様々な溶接方式(ダイレクト式、インダイレクト式、パラレル式など)の溶接ヘッド製作が可能です。また、アーク溶接についても同様に対応可能です。